This project is installed and running. More stuff may be added, so
check back periodically.
[Click on any picture to view full size version]
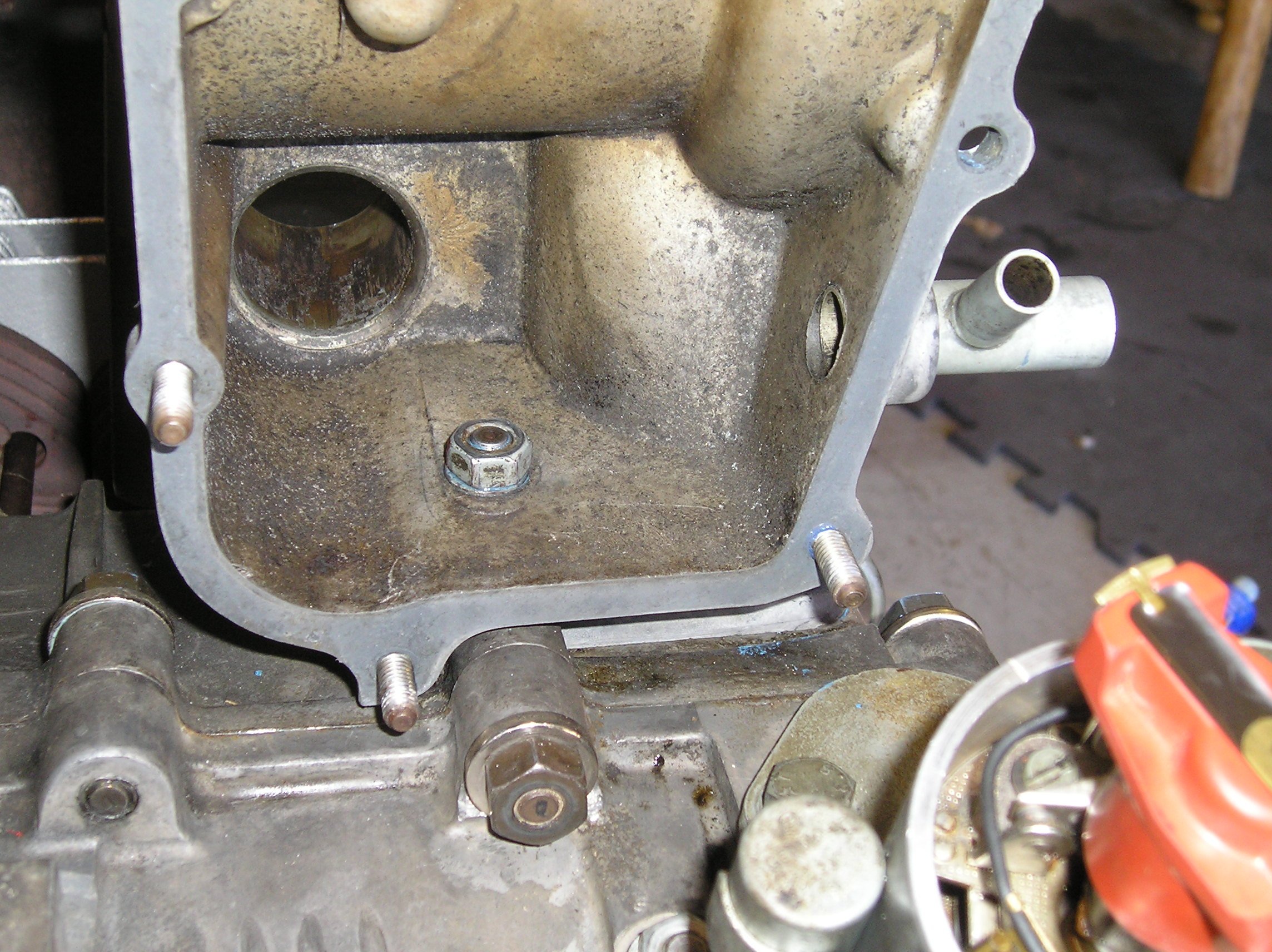
You know you're in trouble when you remove the oil strainer cover
plate and you find metal.
Lots of it.
So you pull the engine and strip it. To your suprise, as the main
components come out, everything looks good. What gives? Then you
pull the cam and see this:
Left Middle Cam Bearing
Then you look at the bearing in the other half of the case and see
this:
Right Middle Cam Bearing
Then you look at the (stock) cam journal and see this:
So no doubt where the metal came from, but this doesn't make
sense. If the bearing was damaged by crud, one would expect both
halves of the bearing to be trashed, and maybe the cam journal
damaged. If the cam was bent, you
would again expect both halves of the cam bearing to be trashed,
and a damaged area on the cam journal.
Laying a straightedge along each half of the case shows all
cam bearing seats are in line, with no gaps or high spots, so it's
not the case.
Spinning the cam in the case with the
middle bearing removed and a dial indicator on the middle journal
shows insignificant runout, so it's not the cam.
So what happened?
Working theory is it's just a bad bearing, where the bearing
material simply didn't adhere to the steel shell. So the decision
is made to rebuild with new cam bearings and see what happens.
Fortunately, this engine
has full-flow oil filtering, so none of the nasty metal bits found
new homes in other bearings.
[Later thoughts] After looking at the bearing picture a little
more, I noticed the following:
Notice the cracks in the bearing material. These cracks do not
go all the way through the shell, just the babbit material. I'm
fairly confident now that the issue was the babbit simply did not
bond to the steel bearing shell, and was shed in chunks. The shell
was probably contaminated and not cleaned properly before the
babbit was applied. Bad bearing, right out of the box.
Everything is thoroughly degreased, washed, cleaned, blown dry,
oiled, and bagged.
Now reassembly begins (with a few upgrades...)
The Build
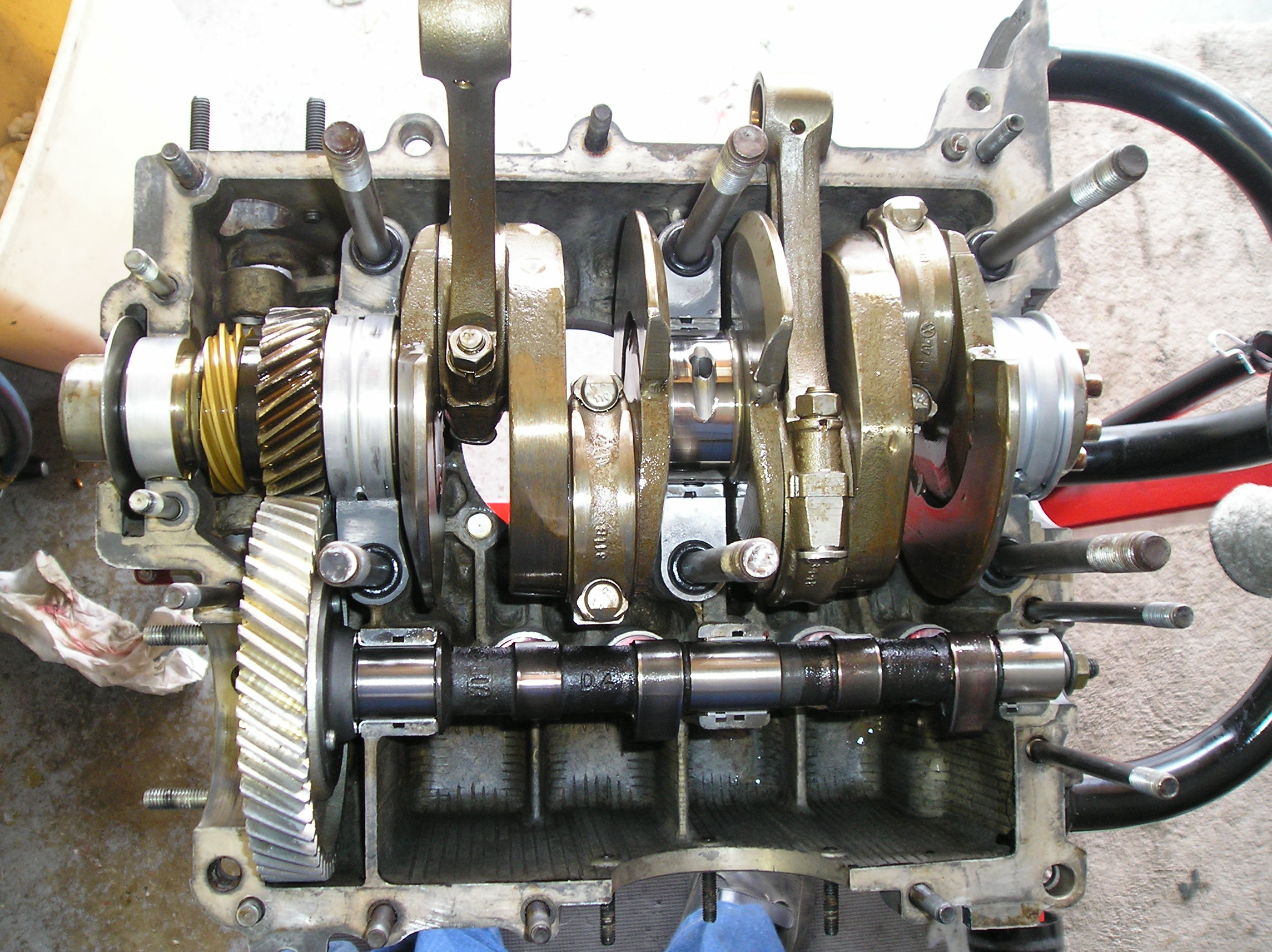
Crank, lifters, and cam laid into left case half.
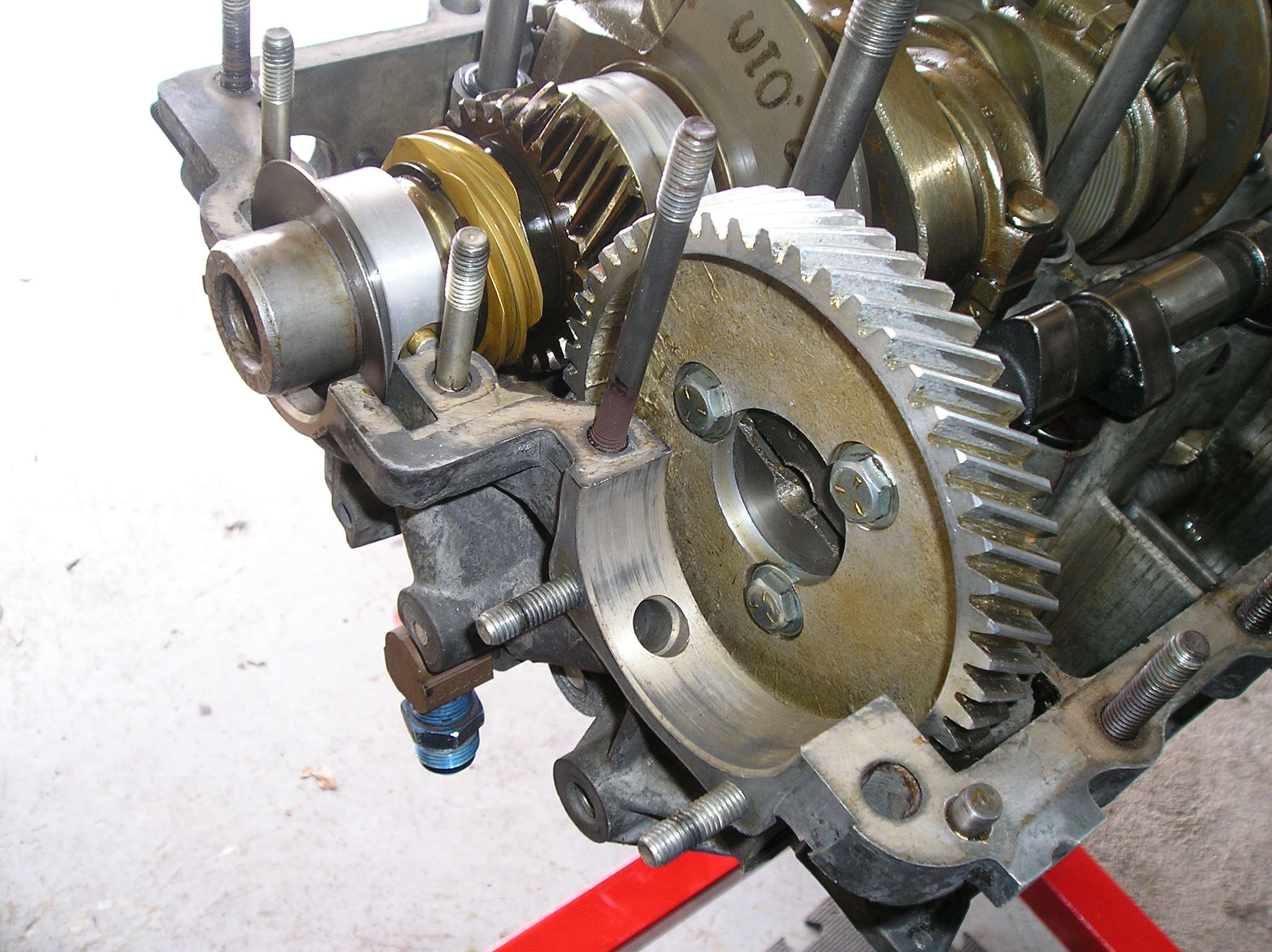
Camshaft gear bolts detail, showing timing marks matched up.
View from the front of the engine.
Note 8 dowled counterweighted
crank and new W100 grind cam with new lifters.
Case main stud o-rings are in place.
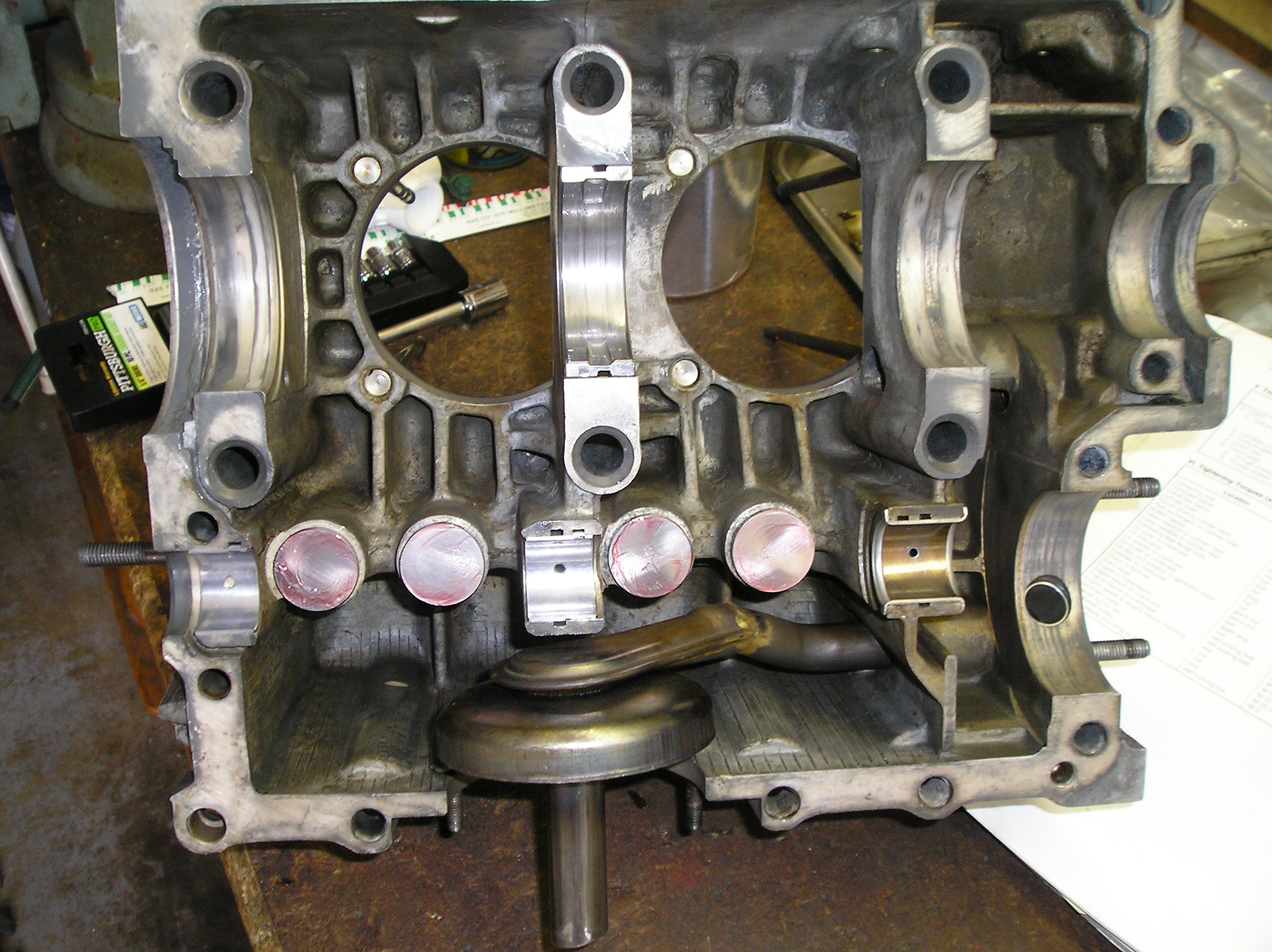
Right case half, showing new lifters installed and coated with
special Torco cam lube.
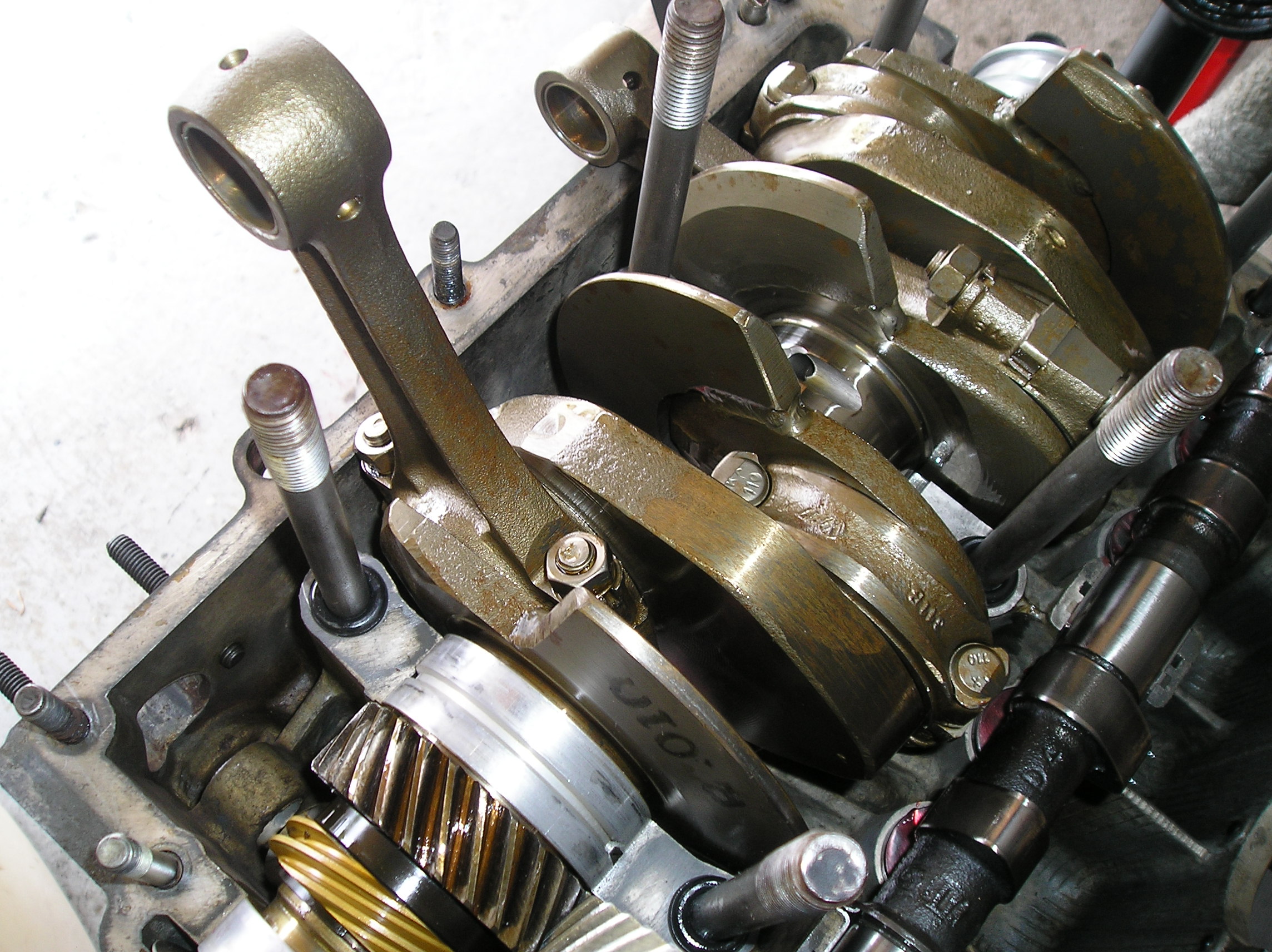
Detail view of (existing) welded counterweighted crank.
One of these will increase the life of your engine cases
significantly, and allow freeway driving at 3,800 - 4,000 rev/min
all day.
Case halves assembled.
Note full-flow oil filter conversion fittings. These nicely
clear the mustache bar.
Pistons and cylinders bagged to protect from
contamination.
Note important air deflector tins - don't forget these!
Bagged assembled heads.
Left side assembled.
Note (existing) 1-1/2 qt. sump and Berg pressure-relief pump cover.
Another shot of the same,
showing red high-temp silicone used to seal barrels and deck
height shims to the case. The 88mm thick-wall barrels are shimmed
to yield stock 7.5:1 CR. Remember, it's a Bus...
Both sides of engine assembled,
along with oil filter, cooler,
mustache bar and rear pulley tin. Note the pushrods and rockers
have not been installed, so that the engine can be cranked for
oil pressure without wiping all of the cam lube off the lifters.
Details of the oil filter plumbing.
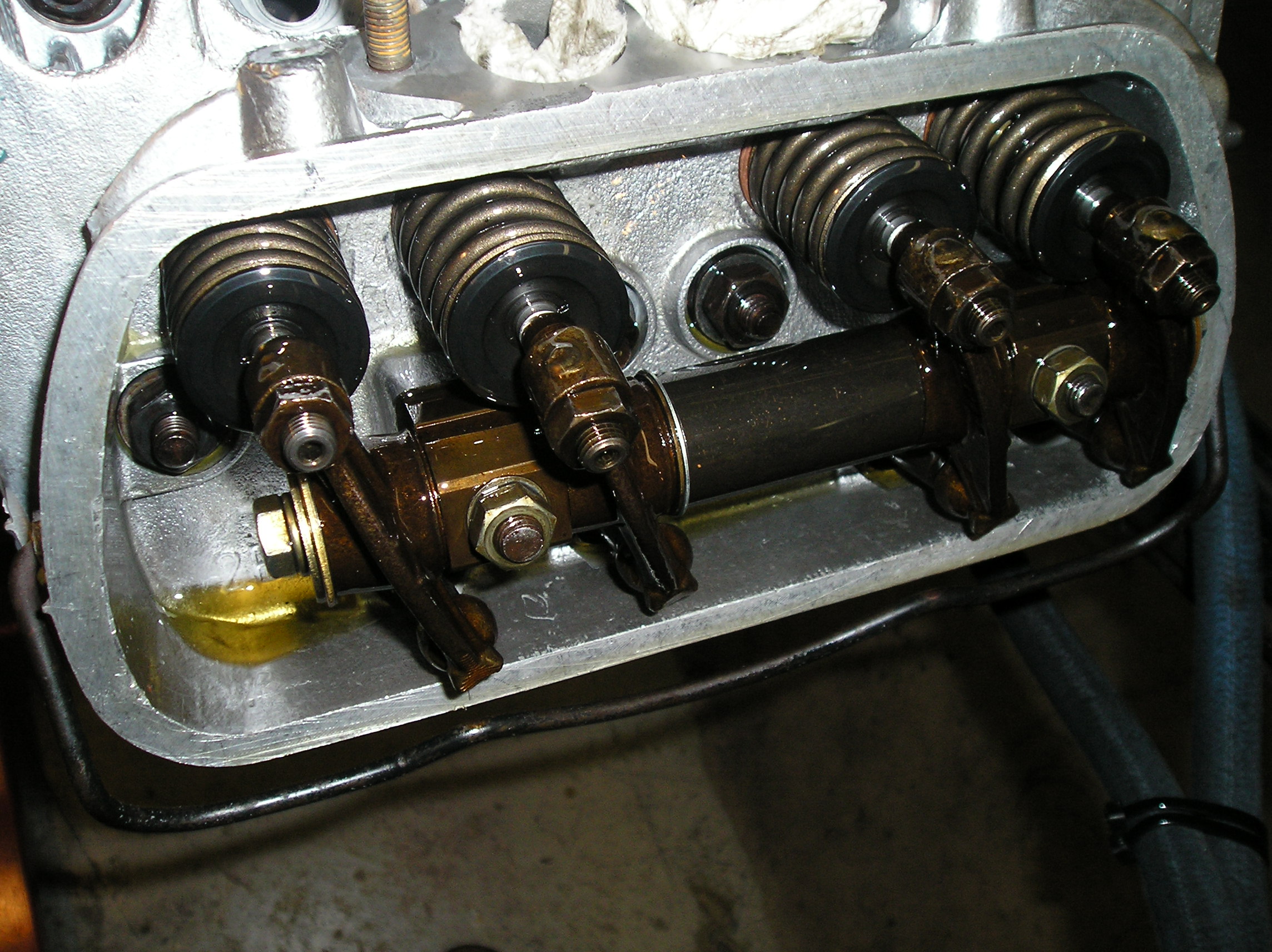
After cranking the engine to get oil pressure, the valve
train is assembled.
Because these heads have dual springs, a
solid rocker shaft kit is being used, along with steel pushrods
and good swivel feet adjuster screws. One trick: while the engine
is on the assembly stand, fill with oil. Then slowly tilt the
engine to fill one rocker arm box with oil. Let stand for a few
minutes. Then tilt the engine the other way and do the same for
the other cylinder head. This guarantees the rockers and valves
have adequate lube for startup.
Side Project: How To Make a Hoover Bit
Uh oh - something's missing: the 'Hoover bit' is broken off. I
suppose I could find one online and buy it.
But then, I'd have a 40 year old part, and by the time I
got it ordered, got it shipped here, and then refurbished it,
I could just as easily make one. So, let's to that.
A stock Hoover Bit (Image borrowed from online
somewhere. You can probably guess why these fail...)
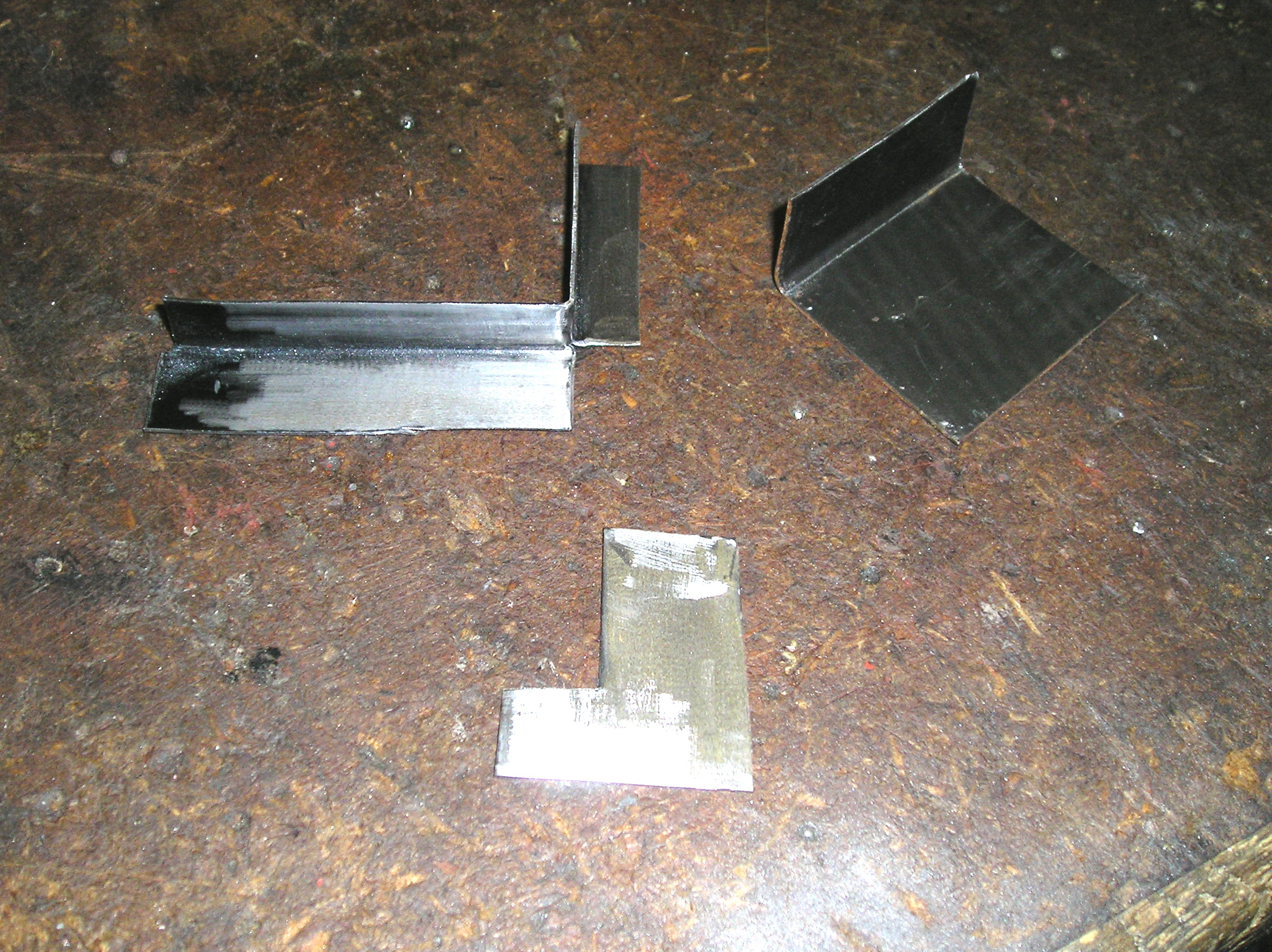
Step #1:
Get some scrap sheet metal. In this case, it's a length
of 0.035" sheet steel, already bent into a right angle (upper right).
Hack off a segment, cut and bend a right angle (upper left).
That's not going
to be very strong, so let's cut and add a stiffener (lower).
Step #2:
Sand everything so it's bright and shiny. Add a little
brazing flux, then clamp for the first heat. Braze the unclamped
area. After it's cool,
remove the clamp, then braze in the previously clamped area.
Step #3:
After brazing - sand everything again so it's bright
and shiny. Trim to rough shape, so it's ready for the next step.
Step #4:
Sand the original Hoover Bit so it's paint and rust-free.
Measure, trim, flux, and clamp the new piece into position.
Like before, we'll braze, then remove the clamp and braze in
the clamp area.
Step #5:
Buff the finished piece to remove any residual flux.
Trim to a little bigger than expected final shape, then paint
it black (so it won't rust).
The painted piece.
The painted piece trial installed for a fit check.
Note the length is too long and the width is too wide, but we'll
trim to fit the fan housing exactly.
Trimmed to fit the fan housing.
(Look at the size of the air
leak that would be there without this piece in place!)
Trimmed piece mounted to oil cooler.
Note the added thin adhesive foam strip (Ace Hardware) to seal the
Hover Bit to the oil cooler (fills in all of the oil cooler
knooks and crannies).
Anal? Maybe. Just hate to waste cooling air...
Final Assembly - Tin, Exhaust, Intake
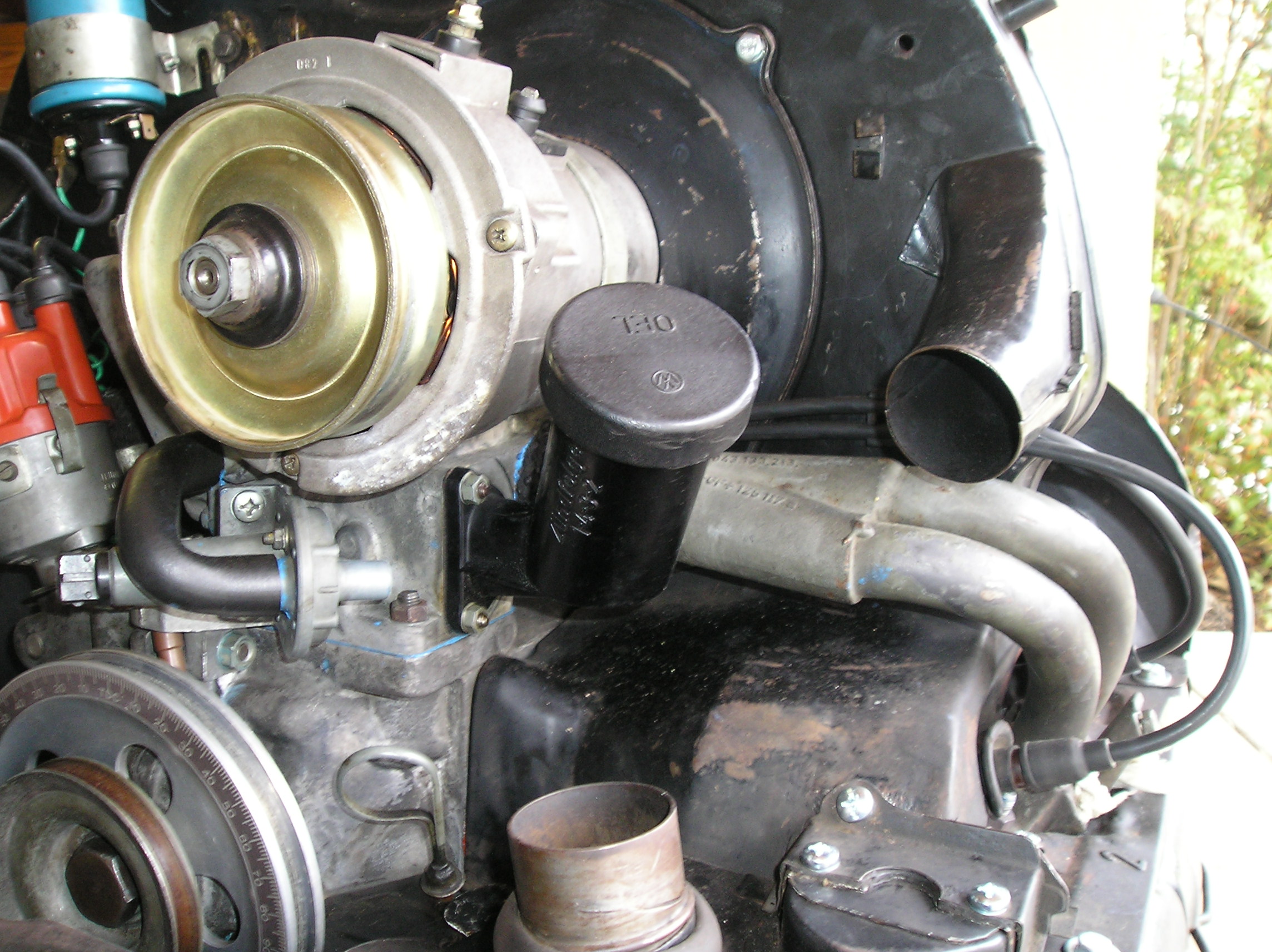
Air control flaps mounted. Note the alternator
got a full refresh: new bearings, brushes inspected, test run on a
test fixture. It's such a pain to have to replace one of these, so
it's well worth insuring that it's going to stay put for a while.
Please excuse the crappy gold aftermarket pully - it's a leftover
from the test fixture. It will be replaced with a good German
black pully ASAP.
Thermostat mounted and adjusted.
New foam seal on oil cooler exhaust housing.
Exhaust header in place.
Note the block-off plates bolted to the headers heat riser flanges.
These are made from flanges sawed off a clogged up manifold and
welded shut. You can probably buy these premade somewhere.
Heat risers aren't needed with fuel injection, as the intake
runners (except for cold start) only carry air.
Thus, no fuel to condense on the cold runners.
Also note these old GB headers have metal tubes to carry heater air
to the heater boxes, just like a stock muffler has. No paper/foil
air hoses to burn up against the hot exhaust tubes.
Brazed-on heaterbox flanges.
A suggested upgrade: way better than the factory rings and clamps.
These never get loose or rot off.
I'm trying stainless steel hardware to see if it holds up better
than plain steel.
Tricky FI hidden inside the manafold mounting nut.
Be sure to locktite the snot out of this one! If it were to ever
come loose, guess where it would go?
FI intake manifold and center body.
This FI setup is what was used on a '75 Bug (the doner vehicle), and
is suitable and compatable with the upright engine configuration
used in an early Bay. The center body holds the alternator (or
generator, if you prefer), and also holds the throttle body. The
intake runners have flanges for the fuel injectors.
The other side of the FI intake manifold.
Note the two halves of the center body are joined with blue
silicone as the gasket. The thermo-time switch and aux air regulator
fit in the center space of the fan belt. Also note the throttle
wire tube fits on the left sife of the oil cooler rather than the
right, as on carb'ed engines. You will have to make new holes for
the throttle wire tube. Be sure to cover the old holes, to avoid
a cooling air leak. Note the offset linkage to connect the throttle
wire to the throttle body (not mounted yet).
Where the throttle wire tube exits to the front tin.
Again, you'll have to make a new hole in the front tin for the
tube. Use rubber grommets wherever the tube passes through the tin.
Injector Test Setup
Injector test setup.
Troubleshooting a FI system is a pain in the rear with the engine
in the Bus. It's much easier to pre-test everything on the bench
before trying to run the engine for the first time, especially
the injectors.
To do this, you need the following list of stuff:
A fuel tank.
Stock fuel pump and fuel filter.
Injectors.
Stock pressure regulator.
Stand of some kind to hold injector and point its spray into
a graduated cylinder.
A 100ml graduated cylinder, to measure fuel.
A 12 volt power source.
Plumbing, to connect it all together.
Test harness for fuel pump and injectors.
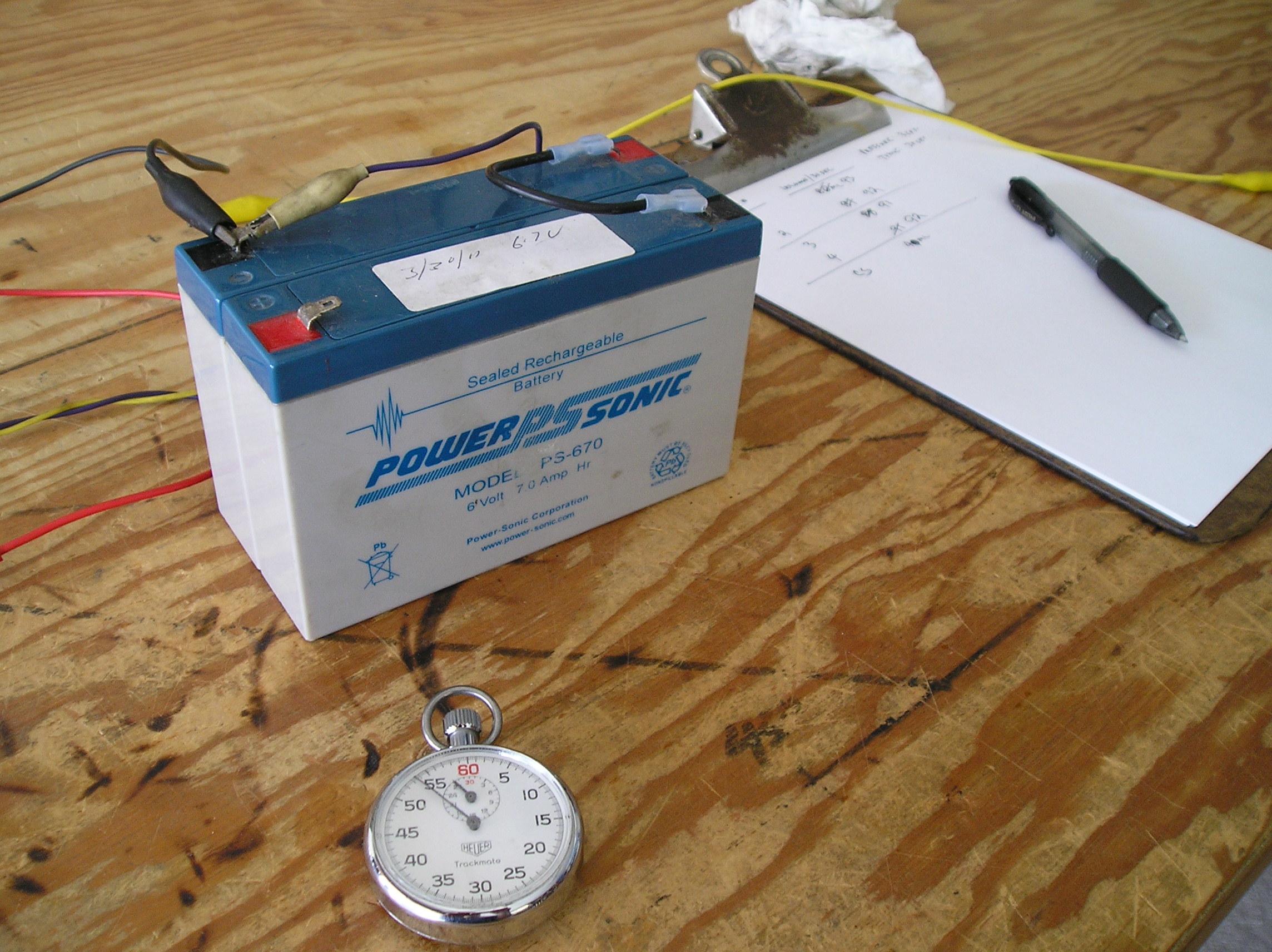
Stopwatch, notepad, pen.
Good spacious work table.
Fuel tank.
This one is made out of an old paint thinner can, and has two
copper tubes brazed into the lid.
Both tubes go to the bottom of the can.
Holding stand.
This one is an old chemistry ring stand I had laying around. It
enables you to have everything mechanically secured, allowing you
some reasonable distance between the power source and spraying fuel.
Pressure gauge.
This allows you to check the pump and pressure regulator. With no
vacuum applied to the regulator control port, you should get around
35 lbs/in2. Applying vacuum should cause that number to
drop to around 28 lbs/in2. The purpose of the vacuum
control on the regulator is to keep the fuel pressure across the
fuel injector constant, regardless of intake manifold pressure.
This makes the fuel quantity delivered by the injector a function
of just the width of the pulse driving the injector.
One other detail: when you shut the fuel pump off, the pressure
drop should be imperceptable.
If it noticeably drops, then something's leaking.
Easy-release connector.
These are a joy compared to the stock connector housings. Press
the wire bar down and the connector instantly releases. No tugging,
yanking, or swearing to disconnect these like with the factory
connectors. It's worth
retrofitting the whole harness with these! [Source and part number
at end of harness build section.]
5 ohm 10 watt series resistor.
This emulates the series resistor block found in the factory FI
wiring. You need this to avoid overheating the injector during the
testing process. Note the resistor gets HOT, so
wire it in at the battery end of the harness (e.g., away from the
spraying fuel).
Note: the resistor is not used with the cold start injector.
Precision 30 second injector driver.
OK, I got a little carried away here. I just didn't feel my ability
to accurately fire the injectors in order to test their flowrate
was adequate. So, having the parts needed to do it laying around,
I cobbed together a precision 30 second injector driver. This is
based on an Arduino Nano module (ridiculously cheap online), a
generic power mosfet (transistor), a push button, and a snubber
network. Also a page and a half of code.
Conveniently, the Arduino runs fine on 12 volts (has an on-board
voltage regulator).
Close-up: Nano, button, and mosfet. The greel LED
shows the board has power. The red LED indicates the injector is
being driven. Push the button, and the injector fires for 30
seconds, then stops automagically. Push the button while the
injector is firing, and it immediately stops firing.
Snubber network.
This is nothing more than a resistor and a 3 amp diode. When an
injector shuts off, the energy in its coil has to go somewhere.
This network absorbs that energy and dumps it as heat. It also
protects the mosfet from the resulting voltage spike. Note the
pic shows a 22 ohm resistor. It was subsequently changed to 15
ohms, to lower the peak voltage spike value.
The schematic and source code for this is posted below, in case
anybody wants to build one.
Power source.
This is a pair of 6 volt gel cells I had laying around wired in
series.
Pretty much anything that can put out a few amps at 12 volts will
work.
Injector under test.
Look for a nice fan pattern to the spray. A solid stream won't do.
Also make sure the fuel stops completely when you cut power to the
injector. No drips allowed!
To test, apply power to the pump, and allow the system to purge
all air and reach a stable pressure of around 35 lbs/in2.
Then apply injector power for exactly 30 seconds and measure the
quantity of fuel emitted. Should be around 89 ml.
The important point is to make sure all four injectors pass the
same amount of fuel. Otherwise, some cylinders will run rich,
some lean - not a good thing...
Also test the cold start injector. It passes less fuel than a
regular injector. Mine did around 40 ml in 30 seconds. Inspect
this injector carefully for structural issues, looseness, and
leaks. These injectors are 40 year old parts and have been known
to break. A fire usually results.
Injector Plumbing
Bad to good hose clamps.
The clamp on the left
is a typical FLAPS hose clamp. Cheap, but damages the hose.
Hose extrudes through the slots in the band. Avoid these!
The 2nd clamp doesn't damage the hose. These clamps are readily
available from real hardware and automotive distributors.
The 3rd clamp is even better. It has a rolled edge all the way
around both edges of the clamp. These were VW factory removable
clamps. Hard to find...
The right-most clamp is an ear clamp (AKA, Oetiker clamp).
These are a permanent clamp (like the factory permanent clamps).
Once set with a pair of (dull) end nippers or special tool,
they don't come off. To remove, you have to pry them apart.
They're smaller than a screw clamp, once installed. Easy to work
around. Available on-line (Amazon, others).
Replaced stub hoses on injectors.
The original injector hoses were scary fabric covered stuff, and
old. As the injectors all tested out good, it made no sense to not
cut off and replace the feed hoses.
To remove the OEM hose clamps, a careful diagonal cut across the
ferrule was made with a cutoff disk in a die grinder.
Be sure to plug the hose end so no particles get into the injector!
Be really careful cutting the clamp.
Do not cut into the injector, or it's toast!
Just cut a slot you can stick a screwdriver into, then carefully
twist to open the slot up.
Peel the metal back with pliers until the hose can be twisted
off the injector.
Don't break the plastic injector nipple!
The new hose is Gates Barricade 5/8" 225 PSI FI hose (FLAPS).
One issue with this hose is it has a tendency to kink if bent
sharply, so watch the installed bend radius...
The clamp is a (non-removable) Oetiker 5/8" (15.7mm) 167 series
single ear clamp (Amazon).
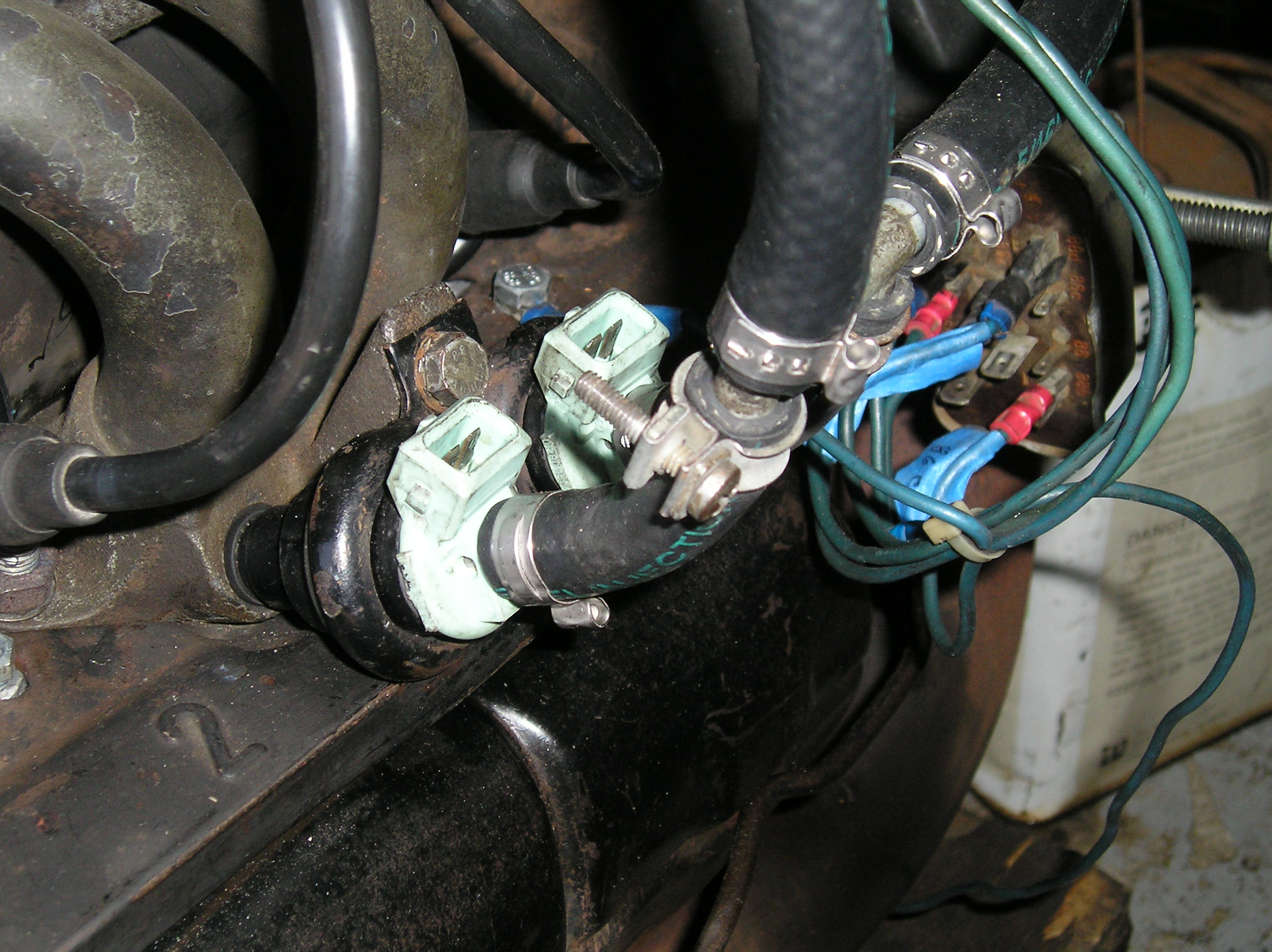
Injectors #3, #4 (left side)
Removable clamps are used where service disassembly may be useful.
Cold start jet and pressure tap
Injectors #1, #2 (right side)
Pressure regulator
Test Run
I decided, before I get any farther into the harness rebuild, that
I should test run this thing and see if there are any other issues
that may need to be dealt with. Because the original FI
harness worked the last time it was used, I decided to cobb it on
and run it. This would allow the future rebuilt harness to be
installed on a known running engine.
So, the harness was cobbed onto the engine with c-clamps and tie
wraps.
Starter holder.
This is made from an old transmission. It has a control panel
made from a length of angle iron
which holds an ignition switch, a starter button, an oil light,
and a gen/alt light. The FI fuel pump is laying on the cart base,
below the trans case.
Yeah, the wiring looks pretty hairy. But don't forget, this is a
temporary cobb so we can run this thing...
Fuel tank.
The fuel tank from the injector test is used to feed the injector
pump. The battery is connected.
Misc FI parts.
The injector resistors and double relay are attached to the
engine tin with c-clamps. The FI controller is laying on the ground
under the cart.
Air flow sensor.
The AFS is attached to the S-boot and allowed to rest on top of
the alternator. The crankcase vent hose provides terminal spacing.
Hoses that would normally go to the air cleaner are plugged with
rubber stoppers as needed.
All of the old harness connectors are labeled (blue tape flags)
for the future rebuild.
Decel valve.
The decel valve is mounted to the remains of the EGR valve pipe.
[In the bug, this valve is normally mounted up next to the left
hood hinge.]
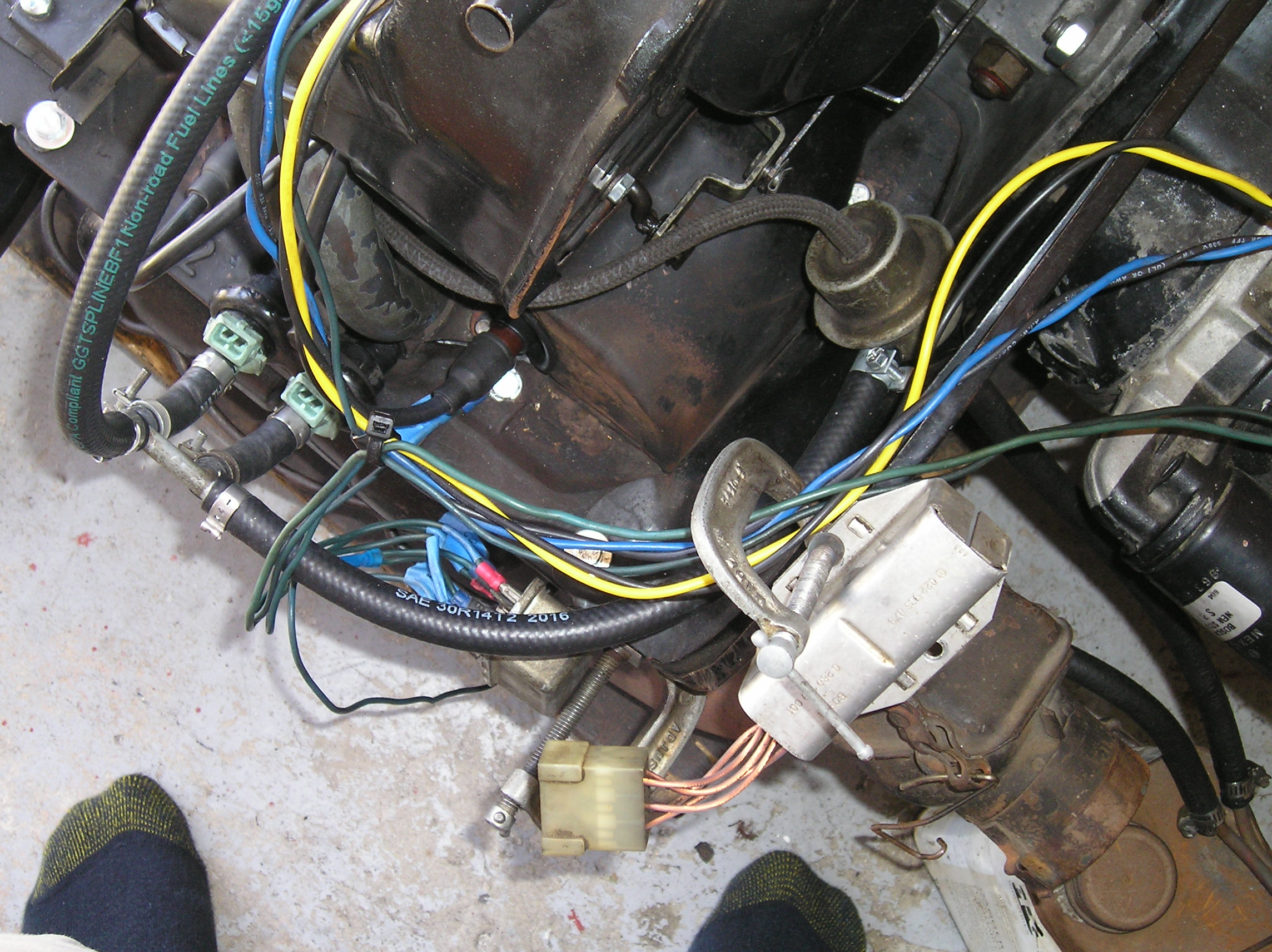
Left side view. The white wires wraped around the
oil hoses are from a heated O2 sensor mounted in the
exhaust collector. This signal feeds a dash gauge.
Harness parts.
This is some of the terminals and parts needed to build a harness.
I will provide a complete list below of the part numbers actually
used. All terminals and housings were purchased from DigiKey. The
crimp tool is from Del City.
The pin extractor (lower left from crimp tool) is home-made.
The wire used is 18 AWG 600 volt teflon insulated silver plated
high temperature (200 degrees C) wire from Powerwerx.com (AKA
Bulkwire.com). This build needed 125 feet of it, just for the
engine side of the harness. The body side (fuel pump, etc.) will
use regular automotive wire.
Double relay power connector.
The double relay has two connectors - an engine harness connector
and body harness connector.
Mark your relay where each connector plugs in. Don't swap them!
This is the beginning of the body harness (the part of the FI
harness which stays in the car when the engine is removed).
The connector for both harnesses use identical 9-pin housings
(available from German Supply).
When I got my FI setup from the '75 Bug doner vehicle, I couldn't
get the body harness, as it's part of the vehicle rear body harness.
So I have to build from scratch.
The battery connection and ignition switch connections have been
added. Note the inclusion of fuse holders, one for each power
source. These protect the FI controller and other expensive parts
in case something goes wrong...
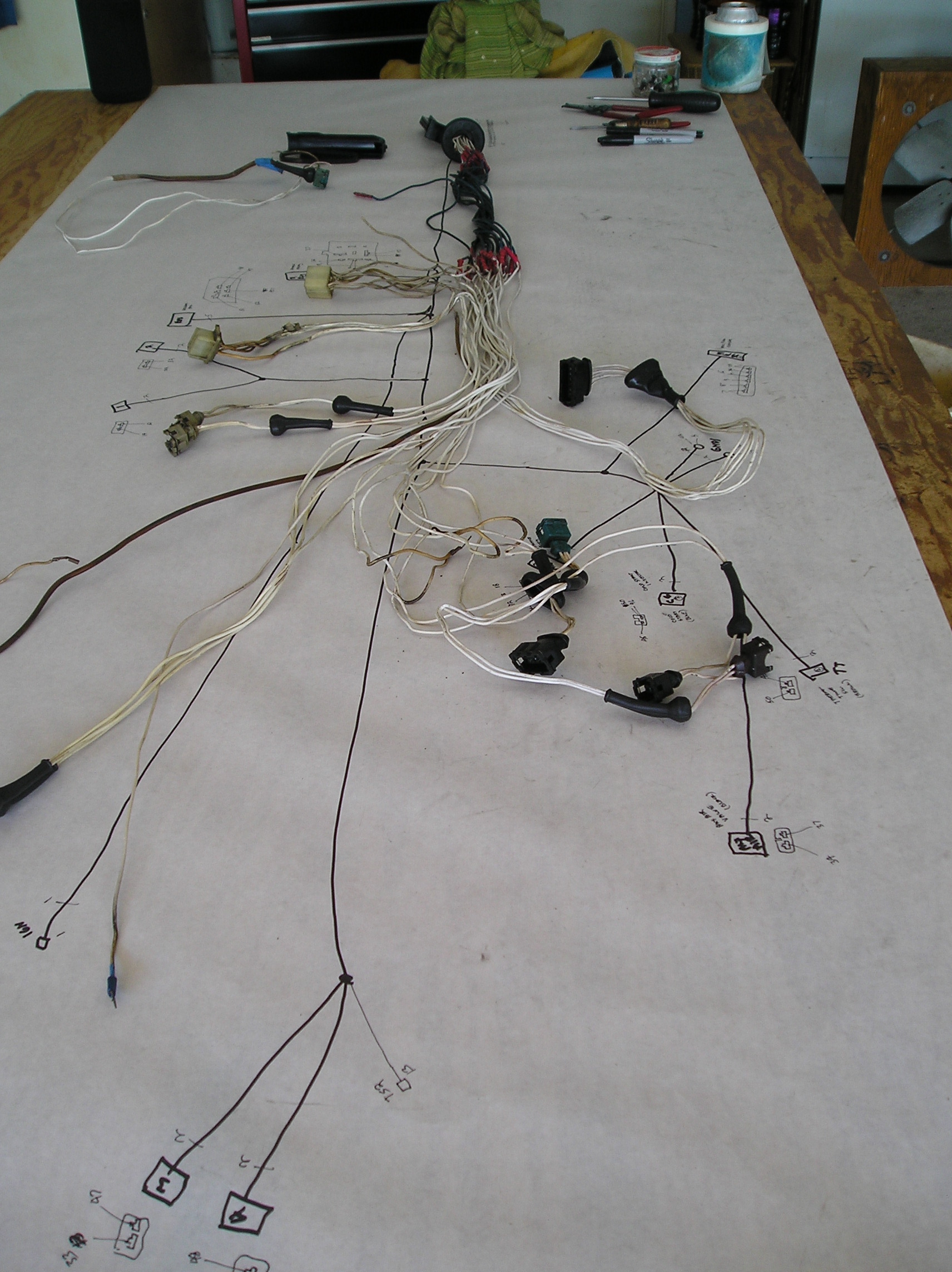
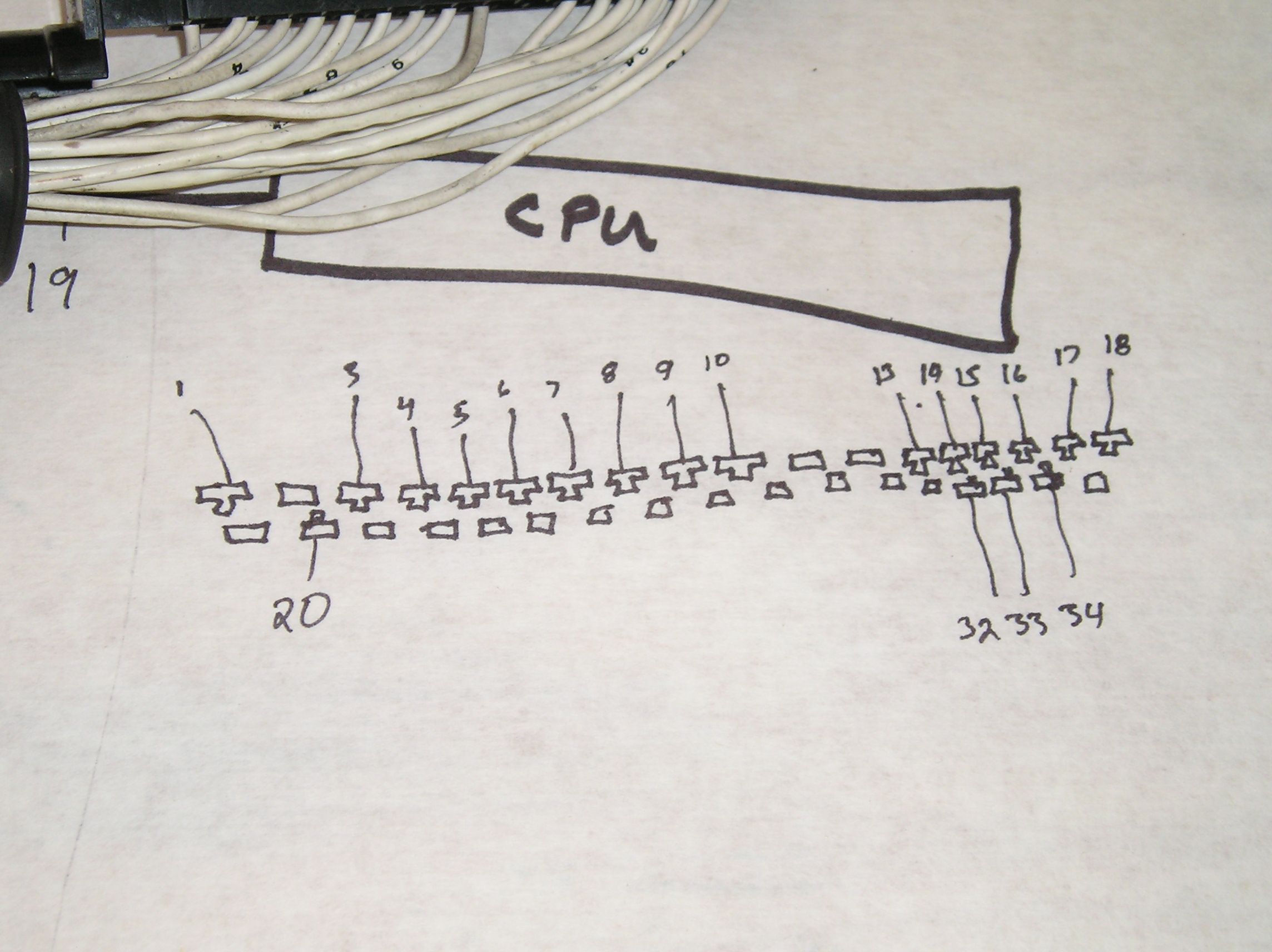
Original harness stripped of outer sheath.
The original harness was laid on a length of butcher paper, and the
locations of all of the connectors was marked, as well as where
harness sections split from the main.
The number of wires going to each connector was indicated.
After that, the original outer plastic covering was removed.
Interestingly enough, once the nasty stiff outer plastic covering
was removed, the inner wires weren't too bad at all.
If it wasn't for the fact that this was originally a Bug harness
and it had to be stretched a foot or so to fit a bus, it could have
simply been re-sheathed with heat-shrink tubing and reliably used
as is.
Connector drawing.
The pin orientation for each connector is sketched, and the number
printed on each wire is shown.
When all of the wires are labeled, they should be verified by
testing with a continuity tester between similar numbers.
You really don't want any wiring errors.
Once you start replacing wires, the wire numbers printed on the
original wires are lost,
and you only have your sketch to go by.
The (most important) controller connector.
You can see how the sketch corresponds to the actual connector.
You want no mistakes here!
Note: to disassemble connector:
remove screw at far end
slide outer shell off
remove two pin hold-down strips (one on each side
of the connector)
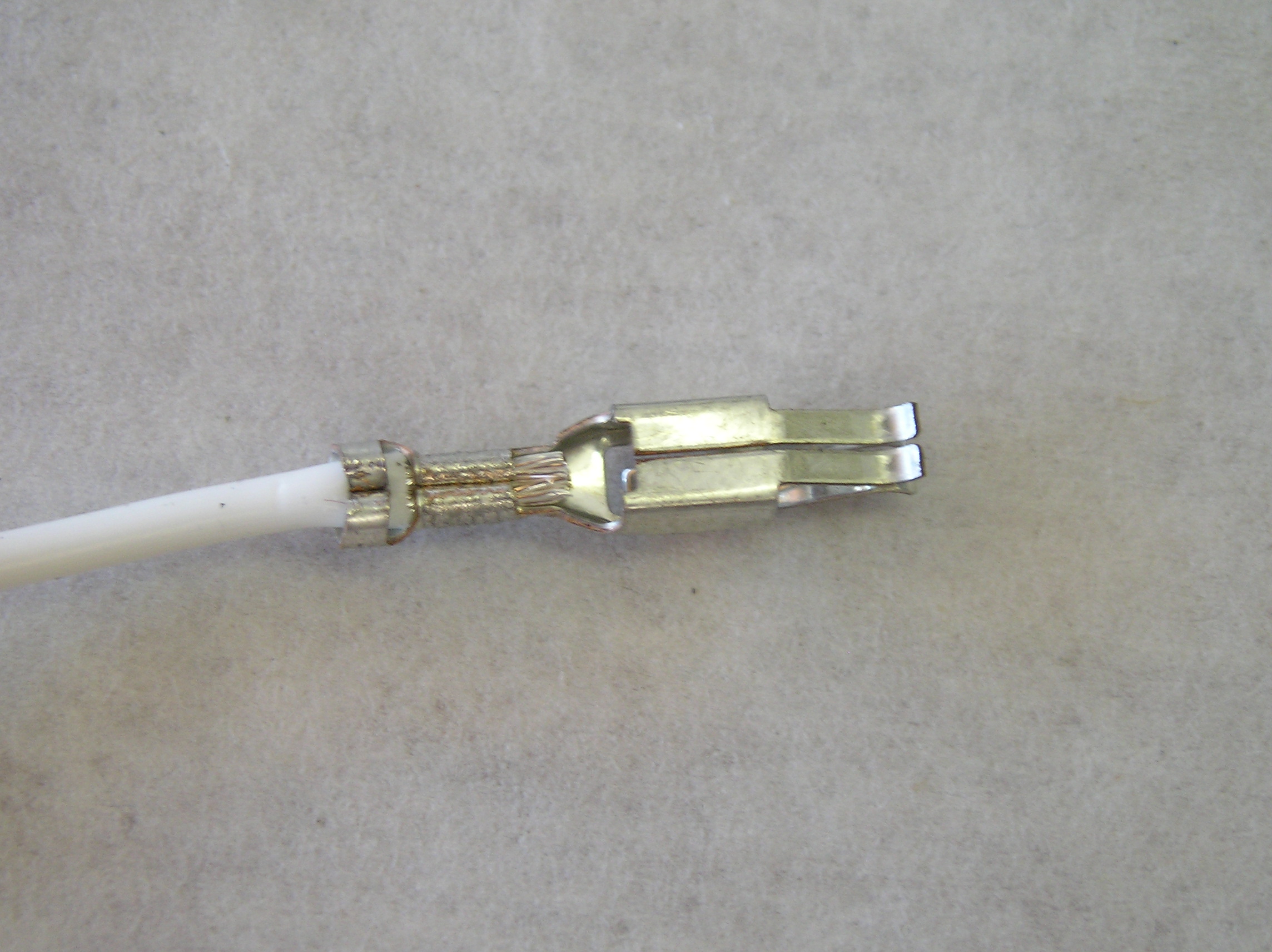
What a good crimp should look like.
Your crimps must look like this: wire completely clamped, and
wire insulation captured.
The finished harness.
Each wire was removed, one at a time, and a new identical wire was
fabricated.
Then the wire was passed through the appropriate sections of heat
shrink tubing.
As each section was completed, the tubing was shrunk in place with
a heat gun.
There are several places in the harness where wires are doubled
back, so that they can continue down another harness leg. Be wire
to fold the wire as needed so that the heat shrink tubing fits
properly.
A complete continuity check will be done on the new harness before
installing on the engine, to make sure there are no errors.
Note the green heat shrink covering on the wire which goes to the
points side of the coil. This wire is not run in the harness with
the rest of the wires because the voltage waveform from the
ignition coil is so nasty.
Best to keep it isolated, to minimize capacitive coupling of
ignition noise.
Parts list - Digikey
(part #, description)
A107135CT-ND crimp connector pin, 15-20 AWG (fits all
housings)
A106202CT-ND Junior timer housing, 2 terminal
(easy remove, for injectors)
A27933CT-ND crimp 1/4" terminal, 18-22 AWG
A27935CT-ND crinp 1/4" terminal, 14-18 AWG
A27937CT-ND crimp 1/4" terminal, 12-16 AWG
A100770CT-ND crimp 0.110" terminal, 16-20 AWG
A29871CT-ND crimp M5 ring terminal, 14-18AWG
A29897CT-ND crimp 1/4" ring terminal, 14-18 AWG
A100640CT-ND crimp 5/16" ring terminal, 14-18 AWG
Metal Fuel Hose Adapters
New problem.
Unfortunately, installing this engine into the bus brought up some
plumbing issues.
Specifically, the hoses aren't all the same size. The FI hoses are
7mm onto 8mm hose barbs. The fuel tank has 5.5mm hose onto 6mm barbs.
And just to be complete, the fuel return line to the tank is 1/4".
Obviously, gonna need some adapters.
Originally, the install was done using the plastic ends cut from
old fuel filters. Which worked.
But, as I get older, I see the errors of my old ways.
Plastic is not forever. And worse, some of the
adapters were located above exhaust system parts.
So, it was decided to build some all-metal adapters. Two sizes
were needed: a 3/16" to 5/16" (fuel tank to pump filter), and a
5/16" to 1/4" (pressure relief valve to tank return pipe). The
easiest way to build these was to use brass tubing from the hobby
store. These tubes are available in an assortment of diameters,
and one tube will just snugly slide into the next larger size tube,
where it can be soldered in place. So, the following tube diameters
were procured:
Tube sizes
3/16"
7/32"
1/4"
9/32"
5/16"
Cut Tube Sections
To make the 3/16" to 5/16" adapter, the following lengths of tubing
were cut, using a cutoff disc on a Dremmel tool:
3/16": 1-1/2"
7/32": 1/2"
1/4": 1/2"
9/32": 1/2"
5/16": 3/4"
Cut Tube Sections
The 3/16" tube was sanded with 400 grit wet-or-dry paper. Plumbing
solder flux (the gray stuff which has powdered solder mixed into
it) was applied. The 7/32" tube section was slid onto it, flush
to one end, and soldered using 60/40 electrical solder (it flows
and wicks in better than plumbing solder). I used a 60 watt
soldering iron, as it provides good temperature control.
After soldering, the assembly was cleaned with methyl alcohol
(AKA shellac thinner), then sanded and fluxed. The next tube
section was slid on and soldered.
This process is repeated until all of the tubes are soldered.
To finish the adapter, barbs are made from 22 AWG copper wire.
Take a length of wire and stretch it slightly to make it straight.
Tightly wrap a turn and a half around the tubing. Slide the wire
off and cut it through the overlapped section with cutters. Trim
and align the wire ends until it tightly fits around the tube end
with no gap, then solder into place. After final soldering, clean
the adapter with alcohol to remove all remaining traces of flux -
you don't want to get any in your injectors!
The finished adapters are pretty much bullet-proof, as they have a
full 1/2" of soldered tubing overlap. Shy of being subject to
physical damage, these should never fail.
Schematic and source Code Listing For Injector Driver
Code listing:
/* ---------------------------------------------------------
Injector Tester
If the button is pressed, the injector fires for a
fixed time period. If the button is pressed while the
the injector is firing, the injector immediately turns
off.
This code is implemented as state machines. One state
machine de-bounces the button signal. The other state
machine controls the injector timing.
(c) 2016-2016 Telford Dorr
All rights reserved.
--------------------------------------------------------- */
// Definitions
#define ON HIGH
#define OFF LOW
#define PRESSED LOW
#define NOT_PRESSED HIGH
// Constants
const int D11_INJECTOR_DRIVE = 11;
const int D12_BUTTON = 12;
const int D13_LED = 13;
const unsigned long DELAY_VALUE = 30000; // milliseconds
const unsigned long MIN_BUTTON_PRESS_TIME = 100; // milliseconds
// Global vars
unsigned long endTime;
unsigned long buttonTime;
int state = 0;
int buttonState = 0;
boolean buttonPress = false;
void setup()
{
// initialize pins as outputs.
pinMode( D11_INJECTOR_DRIVE, OUTPUT );
digitalWrite( D11_INJECTOR_DRIVE, OFF );
// Note: separate pins used for injector and LED, as startup code
// flashes LED.
pinMode( D13_LED, OUTPUT );
digitalWrite( D13_LED, OFF );
// Initialize pin as an input, with pullup.
pinMode( D12_BUTTON, INPUT_PULLUP );
}
void loop()
{
/*
* Button debounce processor
*
* This state maching insures that the button is continually pressed for
* a minimum amount of time before passing its state to other processes.
* Same for button release. This avoids false high-speed triggering.
*/
switch (buttonState)
{
// Waiting for button press
case 0:
default:
if (digitalRead( D12_BUTTON ) == PRESSED)
{
buttonTime = millis() + MIN_BUTTON_PRESS_TIME;
buttonState = 1;
}
break;
// Checking for minimum press time
case 1:
if (digitalRead( D12_BUTTON ) == NOT_PRESSED)
buttonState = 0;
else if ((long)(millis() - buttonTime) >= 0)
{
buttonPress = true;
buttonState = 2;
}
break;
// Waiting for button release
case 2:
if (digitalRead( D12_BUTTON ) == NOT_PRESSED)
{
buttonTime = millis() + MIN_BUTTON_PRESS_TIME;
buttonState = 3;
}
break;
// Checking for minimum release time
case 3:
if (digitalRead( D12_BUTTON ) == PRESSED)
buttonState = 2;
else if ((long)(millis() - buttonTime) >= 0)
{
buttonPress = false;
buttonState = 0;
}
break;
}
/*
* Injector drive state machine
*
* When a button press is detected, the injector is energized for a
* specified time period. After that time, the injector is de-energized.
* If another button press is detected while the injector is energized,
* it is immediately de-energized.
*/
switch (state)
{
// Idle: waiting for button push
case 0:
default:
if (buttonPress == true)
{
endTime = millis() + DELAY_VALUE;
digitalWrite( D11_INJECTOR_DRIVE, ON );
digitalWrite( D13_LED, ON );
state = 1;
}
break;
// Button pushed. Waiting for button release
case 1:
if (buttonPress == false)
state = 2;
else if ((long)(millis() - endTime) >= 0)
{
digitalWrite( D11_INJECTOR_DRIVE, OFF );
digitalWrite( D13_LED, OFF );
state = 3;
}
break;
// Waiting for either button push or timeout
case 2:
if (buttonPress == true
|| (long)(millis() - endTime) >= 0)
{
digitalWrite( D11_INJECTOR_DRIVE, OFF );
digitalWrite( D13_LED, OFF );
state = 3;
}
break;
// Waiting for button release
case 3:
if (buttonPress == false)
state = 0;
break;
}
}
Useful Fuel Injection Reference Publications
The Bentley Manual for a VW bug.
"Bosch Technical Instruction: L-Jetronic", July 1982 (PDF)



 Notice the cracks in the bearing material. These cracks do not
go all the way through the shell, just the babbit material. I'm
fairly confident now that the issue was the babbit simply did not
bond to the steel bearing shell, and was shed in chunks. The shell
was probably contaminated and not cleaned properly before the
babbit was applied. Bad bearing, right out of the box.
Notice the cracks in the bearing material. These cracks do not
go all the way through the shell, just the babbit material. I'm
fairly confident now that the issue was the babbit simply did not
bond to the steel bearing shell, and was shed in chunks. The shell
was probably contaminated and not cleaned properly before the
babbit was applied. Bad bearing, right out of the box.